千葉の超音波検査 UT検査 PT検査 MT検査 | 総武検査工業
![]()
![]()

外観検査の検査項目は、圧接のふくらみの直径及び長さ、圧接面のずれ、圧接部における鉄筋中心軸の偏心量、圧接部の折れ曲がり、過熱による著しいたれ、へこみ、焼き割れ、その他有害と認められる欠陥とする。
外観検査は目視によって行い、必要に応じてノギス、スケール、その他適切な器具を用いる。
(a) 圧接部のふくらみの直径Dは、鉄筋径(径の異なる場合は、細い方の鉄筋径)の1.4倍以上とする。ただし、SD490の場合は、1.5倍以上とする。
(b) 圧接部のふくらみの長さ?は、鉄筋径の1.1倍以上とし、その形状はなだらかなものとする。ただし、SD490の場合は、1.2倍以上とする。

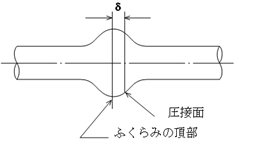
(c) 圧接面のずれδは、鉄筋径の1/4以下とする。
(d) 圧接部における鉄筋中心軸の偏心量eは、鉄筋径(径の異なる場合は、細い方の鉄筋)の1/5以下とする。

(e) 圧接部の折れ曲がりθは、2°以下とする。

(f) 片ふくらみΔhは、鉄筋径の1/5以下とする。

(g) 目視により、過熱による著しい垂れ下がり、へこみ、焼き割れがないものとする。
(h) その他有害と認められる欠陥がないものとする。
不合格となった圧接部は、補修方法を確認し、外観及び超音波探傷による再検査を行う。
基準エコ-レベルのエコ-高さをブラウン管目盛りの50%に合わせる。次に減衰器又はゲイン調整器を24dBだけ高め、これを探傷感度とする。目盛板の50%の線を合否判定レベルとする。

鉄筋ガス圧接部の超音波検査は、鉄筋のリブの上で斜角二探触子法によって行う。

走査方法は、圧接部のふくらみを挟む両側に探触子を置いて、次のように行う。
1)最初に、一方の探触子を圧接部のふくらみに接近した位置①に置き、他方を圧接部のふくらみに接近する位置④と圧接面から約2Dの位置⑤の範囲で前後走査する。
2)次に、一方の探触子を圧接面から約1.4Dの位置②に置き、他方を圧接部のふくらみに接近する位置④と圧接面から約2Dの位置⑤の範囲で前後走査する。
3)最後に、一方の探触子を圧接面から約2Dの位置③に置き、他方を圧接部のふくらみに接近する位置④と圧接面から約2Dの位置⑤の範囲で前後走査する。

1.における合否判定レベル以上のエコ-が検出された場合、不合格とする。
不合格となった圧接部は、補修方法を確認し、外観及び超音波探傷による再検査を行う。
